Como hacer – El METAL trabajado a MARTILLO (1 de 2)
Los métodos empleados en calderería merecen la atención del aficionado a los trabajos en metal, sobre todo si están en el trance de fabricar recipientes de poca profundidad para diversos usos. Aunque los métodos mecánicos de producción por estampado son muy superiores a los que se realizan a mano, cuando se trata de modelos que no se repetirán, o de los que se necesitan muy pocos ejemplares, o que tienen un formato muy complicado, los viejos métodos artesanales mantienen sus positivas ventajas.
En términos generales, cualquier chapa metálica puede recibir una forma cóncava que la transforme en una cavidad o recipiente de bastante profundidad, trabajándola por los métodos esbozados en este artículo, siempre que el trabajo sea debidamente recocido. Queda incluida en estos términos hasta la chapa No. 16 de acero dulce. Todos los metales tienden a endurecerse bajo la acción del martillo, o estando sometidos a otros tipos de esfuerzo, y si éste se prolonga sin permitir que la deformación producida en la estructura interna se fije, inevitablemente se producirá el agrietamiento o resquebrajamiento del material. Lógicamente, cuanto más duro sea éste, más difícil será darle forma.
Fig.- Como hacer – El METAL trabajado a MARTILLO (1 de 2)
")
metal trabajado a martillo 1
Para hacer formas cóncavas, de poca profundidad, o cápsulas, el diseño básico más común es el disco. El tamaño de un disco para hacer una cápsula de diámetro y profundidades determinados, puede calcularse con bastante exactitud sumando al diámetro o eje mayor del recipiente, su profundidad máxima. Por ejemplo, para una pieza de 15 cm. de diámetro y 8 cm. de profundidad, se necesitará un disco de 23 cm. de diámetro. Cuando la economía constituya el factor determinante, se puede hacer un cálculo más exacto midiendo el contorno de un dibujo en tamaño natural del modelo encarado. De cualquier modo, el temor de sacar piezas excesivamente reducidas queda descartado, pues el metal se estira en forma considerable, a medida que se lo rebaja.
El disco se calienta y luego se limpia con un abrasivo en polvo. El cobre y el bronce pueden necesitar ser sumergidos en una solución diluida de ácido sulfúrico o nítrico, especialmente cuando se desea un terminado muy pulido.
Fig.- Como hacer – El METAL trabajado a MARTILLO (1 de 2)
")
metal trabajado a martillo 2
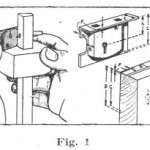
El metal limpio se sujeta sobre el bloque ahuecado, golpeando la parte que cubre la cavidad con una maceta de formato adecuado (ver íig. 1). El martilleado debe iniciarse por el borde exterior, haciendo rotar el disco lentamente después de cada golpe, de modo que las marcas resultantes se dirijan hacia el interior o centro del disco, describiendo una espiral que cubra toda la superficie del trabajo. El resultado debe ser un platillo metálico de escasa profundidad.
Fig.- Como hacer – El METAL trabajado a MARTILLO (1 de 2)
")
metal trabajado a martillo 3
La profundidad de la pieza resultante puede ser acentuada repitiendo el proceso del martilleado hasta llegar a la que se desee; después de dos vueltas completas sobre el bloque de martillear, el material necesitará una nueva recocción, pero cuando se haya logrado la forma final se lo debe dejar duro. Durante la última vuelta debe prestarse atención a la eliminación de irregularidades en la superficie de la pieza, que puedan afectar la corrección del contorno requerido.
Como hacer – El METAL trabajado a MARTILLO (1 de 2)
¿Te gustan los artículos? ¡Descarga ahora 270 proyectos en formato PDF!